(24 in.) of the object and positioned at an angle not
less than 30° to the inspection surface, as shown in
Figure 1 [1].
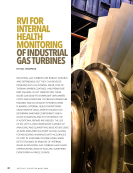
Making a direct visual examination to deter-
mine the condition of internal components in a gas
turbine is physically impossible without significant
amounts of downtime and disassembly. As seen
in Figure 2, a technician can readily inspect the
internal components of a large frame gas turbine.
When knowing their internal condition is required,
this is where RVI becomes indispensable. It is
interesting to note that while RVI is a subdiscipline
of VT in SNT-TC-1A and ISO 9712:2021(en) visual
testing (methods), both direct unaided visual tests
and visual tests conducted during the applica-
tion of another NDT technique are excluded. This
accentuates the importance and value of qualified
and certified NDT personnel who are specifically
using RVI.
RVI enables the visual inspection of otherwise
inaccessible areas or surfaces. The earliest examples
were endoscopes that began to be used for medical
purposes in the early 18th century. With the advent
of cannons, artillery operators would lower a candle
on the end of a stick into a cannon bore to deter-
mine its condition prior to use. You might see why
this could be problematic for the inspector! People
soon realized they could only see in straight lines,
but if mirrors or fiberoptics were used, the light and
image could “go around” corners. From this discov-
ery, the borescope and borescope technology have
evolved.
Dr. George S. Crampton developed the first
industrial borescope, which was used by the
Westinghouse Co. for examining internal turbine
components. Inspecting internal surfaces of a
turbine rotor were some of the first RVI applica-
tions on industrial turbines. While Crampton was
a mechanical “MacGyver” of sorts, he used optical
instruments in his medical practice as an ophthal-
mologist and tinkered with optical instruments in
his spare time. His work led to the founding of the
Lenox Instrument Co. [2].
Today, typical RVI applications with borescopes
are inspecting internal components on aviation and
FEATURE
|
REMOTEVT
Figure 2. Visual
inspection of
a GE Vernova
large frame
gas turbine’s
fuel lines.
60º to 90º =good viewing angle
30º to 60º =noncritical
angle of view
0º to 30º =poor
viewing angle
600 mm
(24 in.)
Test
surface
Figure 1. Direct visual testing viewing angle and distance.
42
M A T E R I A L S E V A L U A T I O N • J U L Y 2 0 2 4
CREDIT:
GE
VERNOVA
less than 30° to the inspection surface, as shown in
Figure 1 [1].
Making a direct visual examination to deter-
mine the condition of internal components in a gas
turbine is physically impossible without significant
amounts of downtime and disassembly. As seen
in Figure 2, a technician can readily inspect the
internal components of a large frame gas turbine.
When knowing their internal condition is required,
this is where RVI becomes indispensable. It is
interesting to note that while RVI is a subdiscipline
of VT in SNT-TC-1A and ISO 9712:2021(en) visual
testing (methods), both direct unaided visual tests
and visual tests conducted during the applica-
tion of another NDT technique are excluded. This
accentuates the importance and value of qualified
and certified NDT personnel who are specifically
using RVI.
RVI enables the visual inspection of otherwise
inaccessible areas or surfaces. The earliest examples
were endoscopes that began to be used for medical
purposes in the early 18th century. With the advent
of cannons, artillery operators would lower a candle
on the end of a stick into a cannon bore to deter-
mine its condition prior to use. You might see why
this could be problematic for the inspector! People
soon realized they could only see in straight lines,
but if mirrors or fiberoptics were used, the light and
image could “go around” corners. From this discov-
ery, the borescope and borescope technology have
evolved.
Dr. George S. Crampton developed the first
industrial borescope, which was used by the
Westinghouse Co. for examining internal turbine
components. Inspecting internal surfaces of a
turbine rotor were some of the first RVI applica-
tions on industrial turbines. While Crampton was
a mechanical “MacGyver” of sorts, he used optical
instruments in his medical practice as an ophthal-
mologist and tinkered with optical instruments in
his spare time. His work led to the founding of the
Lenox Instrument Co. [2].
Today, typical RVI applications with borescopes
are inspecting internal components on aviation and
FEATURE
|
REMOTEVT
Figure 2. Visual
inspection of
a GE Vernova
large frame
gas turbine’s
fuel lines.
60º to 90º =good viewing angle
30º to 60º =noncritical
angle of view
0º to 30º =poor
viewing angle
600 mm
(24 in.)
Test
surface
Figure 1. Direct visual testing viewing angle and distance.
42
M A T E R I A L S E V A L U A T I O N • J U L Y 2 0 2 4
CREDIT:
GE
VERNOVA