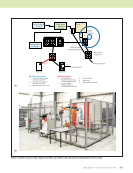
856 M A T E R I A L S E V A L U A T I O N • J U L Y 2 0 2 0 Digitalization: Cloud and Connectivity With today’s technology, it becomes possible to connect nearly everything: system to remote viewer systems to other connected systems systems in different factories and, if desired, even complete connected factories around the globe. Today it is possible to have image acquisition done locally (computer scientists call it “the edge”) and interpretation centralized in an excellence center. This could be a solution to compensate for the lack of qualified personnel that many companies face or for temporary imbalances of workloads. Standardized interfaces on machine communication like OPC UA (OPC 2020) allow systems to interact, while stan- dardized data formats like DICONDE (Voelker 2003) allow interoperability between devices from different manufac- turers. Currently, NDT is often seen only as a means for ensuring quality, but it can provide so much more information. As an example, consider a casting company where every 20 s one aluminum casting is manufactured. Sometimes process parameters get out of bounds, and parts with disconti- nuities (porosities, for example) are produced. The company performs digital RT to prevent these parts from being deliv- ered. In the past, the X-ray inspection has been done by an operator at the end of the line with a substantial delay of hours and even sometimes days between casting and inspec- tion. By implementing an in-line X-ray system with ADR directly into the manufacturing line and thereby bringing the stations much closer together, the manufacturer gains many improvements. It ensures that fewer value-added steps are being performed on parts with defects, and more importantly, the X-ray system can communicate with the casting system to “warn” of increasing scrap rates or, even better yet, communi- cate directly with the appropriate process to enable automatic correction. This way, the casting process can be corrected in order to get back to the desired quality. Now NDT has just saved the company a lot of money, while at the same time fulfilling its main purpose of preventing the delivery of parts with defects. All the different fields of Industry 4.0 promise significant gains in efficiency, but the effect is compounded even more if they are combined. Let’s assume that a supplier of aerospace castings has digital X-ray systems in factories A and B, and let’s say that there is a lack of qualified inspection personnel in that region. As currently ADR is not approved by the customer, the manufacturer decides to transfer all images to factory C, which is its NDT excellence center. Image interpre- tations are performed centrally for all other locations. At the same time, it is ensured that there is a baseline for inspection quality. All data is archived in a local data center, and an AI system is constantly being trained in the background. The smarter the system gets, the more help the interpreters/ inspectors get, which further improves the image evaluation quality, while the goal is to statistically prove that the POD of the AI algorithms is good enough to be implemented. This simple scenario shows the powerful impact that robotics, cloud connection, system integration, and AI can have on our industry. Figure 7 shows an example of a fully integrated workflow, which forms a so-called cyber-physical loop. The physical is represented by the X-ray system and robotic automation, while the digital is represented by the database backend and ME TECHNICAL PAPER w ndt 4.0: opportunity or threat? Figure 6. Examples of automated defect recognition (ADR) on an additive manufactured part: (a) digital radiography (b) computed tomography. (a) (b)

J U L Y 2 0 2 0 • M A T E R I A L S E V A L U A T I O N 857 Figure 7. Example setup of a fully integrated workflow: (a) workflow chart (b) physical implementation of the concept. Review station in office To production From production Skirts to be inspected Review station at storage Data server – database – pictures X-ray Rejected Approved Robot work area Inspected skirt storage Workflow sorting process 1 – Pick pallet from storage – Identify by pallet ID 2 – Remove rejected skirts – Identify by number 3 – Move pallet to production Workflow inspection 1 – Set up system – Change machine setup – Activate right program 2 – Prepare pallet – Generate pallet ID – Print numbered stickers 3 – Attach stickers 4 – Inspection 5 – Move pallet to storage 1 1 2 3 2 3 4 5 Pallet ID and numbered stickers (a) (b)
ASNT grants non-exclusive, non-transferable license of this material to . All rights reserved. © ASNT 2026. To report unauthorized use, contact: customersupport@asnt.org