J U L Y 2 0 2 0 • M A T E R I A L S E V A L U A T I O N 855 AI and Big Data Another significant focus of Industry 4.0 includes AI and big data. These concepts are realized, for example, as ADR in radi- ography (VisiConsult 2020b). Indications like porosities, cracks, and inclusions are automatically detected, measured, and evalu- ated against the inspection criteria. Already widely adopted by the automotive industry, the author absolutely foresees other industries like aerospace following in these automation foot- steps. During this revolution, it often makes sense to adopt an assisted defect recognition strategy, where an AI implementation supports the human operator by cross checking or aiding in the decision-making process (Perner et al. 2001). This approach is also called supervised learning in data processing, and it allows rapid training of the underlying AI system. As soon as sufficient data is collected that can be correlated to decisions by the operator, the AI software can build the required proof for qualification of the ADR system by using probability of detection (POD) methods (Kurz et al. 2013). With increasing computational power, AI reveals its power. Figure 6a shows an example where ADR was used to evaluate a digital radiograph of an automotive casting. In order to implement automated evaluation algorithms based on AI, one needs to have a huge amount of data that can be used to train the neural networks and to perform machine learning. Therefore, it is highly recommended that companies start to collect and archive as much data as possible. In our case, this would be X-ray images along with the decision and discontinuity classifications. Before starting this process, it is important to consult with a subject matter expert in the field of image processing about establishing suitable data formats to make sure the data is machine readable. Typical neural networks require thousands of images to be trained and verified. Additive Manufacturing and CT Additive manufacturing (AM) means that parts are manufac- tured layer by layer rather than by subtractive means. One example would be parts that in the past have been carved out of blocks through computer numerical control (CNC) milling machines (subtractive manufacturing) and can now be built in an additive way using 3D printers. Typical materials include different metals and plastic. AM also allows users to build futur- istic shapes through generative design. The downside of these capabilities is that AM parts have a huge need for inspection. Due to the novelty of the manufacturing process, the industry is still lacking proven NDT standards, which are currently under development by ASTM and other committees. When looking into the inspection of AM parts, RT plays a large role. Industry experts have stated that CT is one of the leading technologies that can sufficiently inspect complex AM parts and qualify them for safety-critical environments (du Plessis et al. 2020). Figure 6b shows a scan of a tensile probe the upper part shows the horizontal cross-sectional view, and the lower part shows the vertical cross-sectional view. By acquiring substantial amounts of digital radiographs and computing them into a 3D model, we can gain information about parts like we have never been able to before. It is also possible to conduct advanced analyses like actual-nominal comparison, porosity analysis, and metrology. With increasing computational power, we currently see CT moving from a lab environment to the shop floor. This allows the implementa- tion of in-line CT systems that perform a 100% inspection of parts while at the same time checking the geometric tolerances. AM also plays an additional role in NDT. For many inspection methods, there is a need for precise fixtures and part holders. These objects can be easily manufactured through plastic AM printers. For many years, foam blocks and other crude tools have been used to position parts in the X-ray beam. By using 3D-printed fixtures, the setup time can be reduced significantly. This technology has been widely adopted, as entry-level plastic 3D printers are affordable and easy to use these days. Figure 5. X-ray image of a part: (a) simulated (b) real. (a) (b)

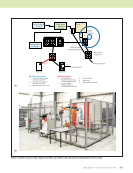
856 M A T E R I A L S E V A L U A T I O N • J U L Y 2 0 2 0 Digitalization: Cloud and Connectivity With today’s technology, it becomes possible to connect nearly everything: system to remote viewer systems to other connected systems systems in different factories and, if desired, even complete connected factories around the globe. Today it is possible to have image acquisition done locally (computer scientists call it “the edge”) and interpretation centralized in an excellence center. This could be a solution to compensate for the lack of qualified personnel that many companies face or for temporary imbalances of workloads. Standardized interfaces on machine communication like OPC UA (OPC 2020) allow systems to interact, while stan- dardized data formats like DICONDE (Voelker 2003) allow interoperability between devices from different manufac- turers. Currently, NDT is often seen only as a means for ensuring quality, but it can provide so much more information. As an example, consider a casting company where every 20 s one aluminum casting is manufactured. Sometimes process parameters get out of bounds, and parts with disconti- nuities (porosities, for example) are produced. The company performs digital RT to prevent these parts from being deliv- ered. In the past, the X-ray inspection has been done by an operator at the end of the line with a substantial delay of hours and even sometimes days between casting and inspec- tion. By implementing an in-line X-ray system with ADR directly into the manufacturing line and thereby bringing the stations much closer together, the manufacturer gains many improvements. It ensures that fewer value-added steps are being performed on parts with defects, and more importantly, the X-ray system can communicate with the casting system to “warn” of increasing scrap rates or, even better yet, communi- cate directly with the appropriate process to enable automatic correction. This way, the casting process can be corrected in order to get back to the desired quality. Now NDT has just saved the company a lot of money, while at the same time fulfilling its main purpose of preventing the delivery of parts with defects. All the different fields of Industry 4.0 promise significant gains in efficiency, but the effect is compounded even more if they are combined. Let’s assume that a supplier of aerospace castings has digital X-ray systems in factories A and B, and let’s say that there is a lack of qualified inspection personnel in that region. As currently ADR is not approved by the customer, the manufacturer decides to transfer all images to factory C, which is its NDT excellence center. Image interpre- tations are performed centrally for all other locations. At the same time, it is ensured that there is a baseline for inspection quality. All data is archived in a local data center, and an AI system is constantly being trained in the background. The smarter the system gets, the more help the interpreters/ inspectors get, which further improves the image evaluation quality, while the goal is to statistically prove that the POD of the AI algorithms is good enough to be implemented. This simple scenario shows the powerful impact that robotics, cloud connection, system integration, and AI can have on our industry. Figure 7 shows an example of a fully integrated workflow, which forms a so-called cyber-physical loop. The physical is represented by the X-ray system and robotic automation, while the digital is represented by the database backend and ME TECHNICAL PAPER w ndt 4.0: opportunity or threat? Figure 6. Examples of automated defect recognition (ADR) on an additive manufactured part: (a) digital radiography (b) computed tomography. (a) (b)
ASNT grants non-exclusive, non-transferable license of this material to . All rights reserved. © ASNT 2026. To report unauthorized use, contact: customersupport@asnt.org